名发购彩大厅一种轨道板预应力张拉系统,解决现有轨道板的张拉系统存在不同步、安全性能差且成本较高的问题,它的结构设计合理可靠,张拉过程中如不同步系统会自动调整油压使其同步后再张拉,同时一套系统控制两条生产线,成本大幅降低,如出现张拉钢筋断丝的情况,系统可同步回缩,减少对模板的扰动、降低安全隐患。
附图说明
名发购彩大厅 图1为本发明的结构示意图;
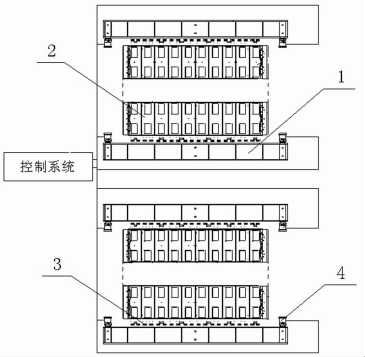
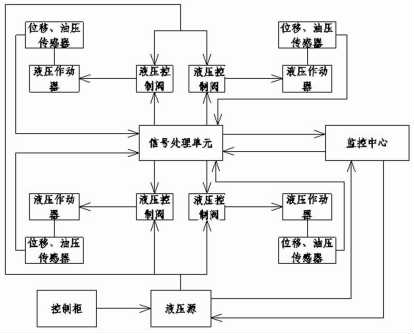
图2为图1中控制系统的工作原理示意图。
图中:1-张拉横梁,2-模具,3-钢筋,4-液压作动器。
具体实施方式
轨道板预应力张拉系统,包括张拉装置和控制系统,张拉装置包括置于台座上的两对前后分布的张拉横梁1,每对张拉横梁1之间设有若干放置有轨道板的模具2,轨道板前后两端的钢筋3与对应的张拉横梁1连接,每对张拉横梁1内侧左右两端均固定有另一端与墙体固定的液压作动器4 ;控制系统包括安装在液压作动器4上的磁致伸缩位移传感器和油压传感器、控制柜、液压源、监控单元、信号处理单元及液压控制阀,磁致伸缩位移传感器和油压传感器的输出端与信号处理单元的输入端相连,信号处理单元与监控单元相连,且信号处理单元的输出端与液压控制阀的输入端相连,液压控制阀的输出端与液压作动器4的输入端相连,液压源与监控单元相连,且液压源的输出端与液压控制阀相连,控制柜的输出端和液压源的输入端相连。具体实施过程中,液压作动器4即为液压油缸,检查油管、接头、伺服阀、 液控单向阀、压力变送器及液压站各器件处无漏油点,控制柜内所有电源开关合间,内置计算机自动开启;
名发购彩大厅 开机检查各液压作动器位移及系统压力读数,报警信息是否正常;液压作动器按需要启动;选择张拉系统按钮,使溢流阀投入工作,管道充压,系统自动装定基准油缸位移数据作为起点值,并记忆,在张拉过程中任何时候选择退回起点都会回到此次记忆的起点值;系统进行油缸位移数据同步处理,此过程时间不固定,可能会在2-10分钟左右, 同步后可以选择卸载或暂停处理,待钢筋全部安装完毕并检查无误后按下继续张拉按钮, 进入初张拉程序;一旦进入初张拉,系统按预先设定的20%位移量在当前值的基础上顶出并同步,如果锚具和钢筋均没有问题,按下继续按钮,进入终张拉程序;油缸同步向预设最大张拉力和位移值前进,如果此步骤中没有按下急停或卸载,它将在终点附近同步停止前进并且卸载溢流阀;张拉系统一旦停在终点,环形垫圈必须在第一时间以最快速度装上并用油缸螺母固定,以防油缸因液控单向阀内漏导致油缸回缩;以上过程结束后,如果发现张拉力值不合适或者油缸缩回,可以使用手动微调功能进行调整;需要退张操作时,按退回起点按钮,系统自动点动微调继续张拉3-4mm后保持,此时工区操作员需要将环形垫圈拆除, 螺母松开;按下继续按钮,系统自动同步后回退至起点值停止并自动卸载。张拉过程到此结束ο
油缸同步误差每个子系统均不同,一旦误差超过最大最小范围(士0. 2-0. 5mm), 同步良好的指示消失。正常工作时同步良好的工作状态约占总张拉行程的80%左右。系统最大纠偏范围设置在80mm,主要用于防止因张拉平台过分偏斜导致钢筋水平位移超过 0. 125mm (擦挂模板分隔板)。油缸意外超过最大纠偏范围,系统会自动卸载一次。如果找出偏斜原因,可以重新加载进行调整。
张拉过程中如果长时间加载而油缸磁致伸缩位移传感器位移和压力变送器压力值没有明显变化,系统自动停止加载,张拉过程中速度可随时调整,任何时候按下系统急停,会导致立即卸载。